短信码登录
密码登录
获取短信验证码
获取短信验证码

2024-07-04
张志强
(大庆炼化公司机电仪厂生产科)
通过对炼油装置往复压缩机填料密封的历次检修, 作者对于往复压缩机填料密封的拆卸与安装积累了宝贵的经验。明确了往复压缩机填料密封的结构、工作原理及其拆卸与安装过程中的注意事项,分享给大家:
1、往复压缩机填料密封的工作原理
1.1往复式压缩机填料密封环的作用是防止气缸中的高压气体沿着活塞杆方向泄漏, 它是压缩机中最重要的零部件之一, 也是压缩机最主要的外泄漏途径之一。通常情况下, 我们常说的填料密封环是一种动密封环, 即只有在压缩机工作时才起密封作用, 而压缩机停机时或者其它特殊情况下, 它并不能起密封作用。
1.2这里的动密封指作用到填料密封环上的压力随着活塞的往复运动而成明显的周期变化,也即压力为脉动压力。为了便于说明, 下面以最常用的填料密封环 (如图1 (1) ) 来解释实际的工作原理, 该环由一片径向切口环和一片切向切口环组成, 为典型的单作用环。
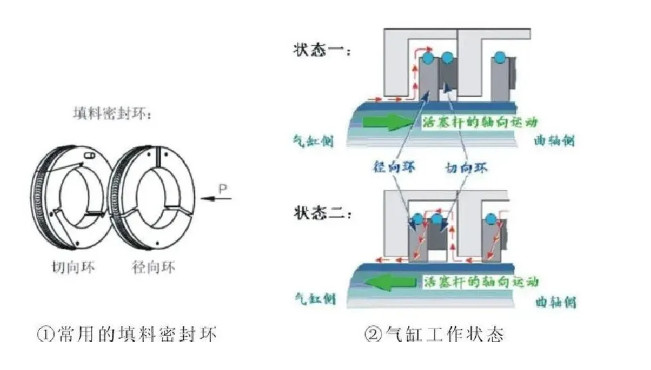
图1
如图1 ( (2) ) 所示, 状态一为所需密封的工作气缸端被压缩时, 填料密封环由于受气体力的作用靠向低压侧, 气体从填料密封环与填料盒杯槽之间的轴向间隙和径向环的切口间隙中进入填料的外侧, 在气体力的作用下形成三个密封面:径向环与切向环切口错开形成密封面、切向环与活塞杆表面形成密封面、切向环与杯槽侧面形成密封面。这样就阻止了气体的泄漏, 从而起到密封作用;当气缸吸气时 (如图1 ( (2) ) 状态二) , 气体通过径向环的切口间隙部分回流进气缸。
1.3在压缩机的往复运行周期内:在压缩阶段, 气缸内的高压气体作用在填料密封环上, 在填料密封环前后形成压差, 各密封面在气体压差的作用下能够很好的工作, 气体逐步泄漏到随后的填料杯槽里并形成类似的密封形式, 最终保证整个填料盒的密封效果;在吸气阶段, 由于气体通过填料密封环组中径向环的切口回流到气缸, 填料杯槽内的气体压力逐渐下降, 因此这样就可以保证在下一个压缩过程中, 填料密封环的前后又能建立起新的压差, 使填料密封环形成三个密封面, 起到密封作用。
2、往复压缩机填料密封的检修方法
在压缩机组进行维护保养和因填料引起的故障时, 都要对其进行拆卸检查。拆卸检查填料密封过程中的注意事项:
2.1抽活塞杆式用透明胶带 (或专用保护套) 对活塞杆丝扣进行缠缚保护。
2.2把活塞杆总成从气缸外端取出来。活塞杆与十字头连接带螺纹的一端直径比填料处的内径小1/4英寸 (6mm) 。要特别小心, 慢慢地把活塞杆通过填料段取出来, 以防止损坏活塞杆的螺纹或填料环。
2.3从填料箱顶部拆下润滑油管路和冷却液接口等附属管线, 并从填料函底部拆下放空口。拆下将压力填料函固定在气缸上的的带帽螺栓。
2.4此时不要从螺栓上拆下小螺母。这些螺栓的作用是保持填料函的整体性从而可以作为一个总成来拆装。
2.5将整个压力填料拉出到中体箱内。接下来, 填料箱可以从箱体的侧面开口取出。此时可以把压力填料放到一个干净的位置进行拆卸。
2.6将压力填料放在清洁的平面上, 凹槽面或朝向气缸的一面朝下。压力填料是靠三个长固定螺栓保持固定的。螺栓孔间隔不等。这是为了防止零件没有正确对中, 把固定螺栓拆卸后填料便可以分开。
2.7在活塞杆上, 填料环的磨损可以通过把一个组填料环放在活塞杆上来鉴定。(记录对应点的位置) 检查端部的间隙。如果端部被磨平或接近磨平, 应该更换新的环。
2.8重新组装前要保证所有零件是清洁的。
3、安装填料密封过程中的注意事项
3.1新的压力填料的维修包里包括压力填料总成图纸。认真查看压力填料总成图纸, 以便增加自己的操作效率。如果在现有的填料函上安装一套新的填料环, 则需要检查填料函零件的磨损程度。凹面靠在填料环必须密封的一侧应当是平滑的。一般很少会需要修改十字头一侧的填料杯, 当然, 如果发现有必要, 则要注意新换的填料环有正确的侧间隙。
3.2在填料函重新安装前, 应将其解体并浸泡在适当的溶液里彻底清洁。安装操作步骤如下:
(1) 确认每个填料环和杯正确就位并且在组装前环上涂上清洁的润滑油。检查所有零件是否有非正常的缺口、划痕, 它们会妨碍填料环在填料杯中自由浮动。要特别小心由软材料制成的填料环, 例如铜或特氟隆, 而且特别重要的是刮油环要正确安装以至于不会损伤刮油环的锋边。
(2) 零件应该平放到工作台上, 这样可以使它们能够按正确的位置和朝向正确的受压面有顺序安装。注意所有的填料环上有编号 (在正上方12点位置) , 在安装时必须一一对应。这对于正确密封是非常重要的。在固定螺栓拧紧后, 所有的填料环应当可以在填料杯里自由径向浮动。
(3) 在把填料函装进气缸之前, 必须检查最后一个填料杯的垫圈是否有缺口和损伤, 这会引起泄漏。如果怀疑有损伤, 应更换垫圈。
(4) 在把填料函装入气缸之前, 要确认填料背对着气缸的曲柄端的垫圈表面是清洁和无划痕的。
(5) 重新安装整个填料函总成, 供油点在上。使用填料螺栓将填料固定就位。
(6) 把包括活塞环的活塞和活塞杆总成, 安装到气缸上。在有螺纹的活塞杆十字头一端直径比填料的内径小1/4英寸 (6mm) 。从活塞杆尾端沿螺纹装入直桶段护套, 接着装入另一段。小心滑过填料函后拆下护套。
(7) 在十字头螺母拧紧后, 按扭矩要求均匀的拧紧填料环螺栓。这个步骤将确保压力填料在端部垫圈的受力均匀。用塞尺测量和调节, 使填料函和活塞杆之间的所有位置保持一致的间隙, 这样可以容易地完成对中。
(8) 重新拧紧小的锁紧螺母。重新安装供油管路、放空口和冷却液接口。小心不要损伤管路螺母的螺纹。螺母必须拧紧。
4、结论
往复式压缩机的活塞杆填料在机组运行过程中起着非常重要的作用, 对它了解的越多, 越有利于故障的分析和解决。由于现场情况的不同, 出现的问题也不尽相同, 所以故障处理要需要大家共同开动脑筋, 总结经验, 开拓创新, 为更好的保证往复压缩机长周期运行奠定基础。
来源:《科学技术创新》
(版权归原作者或机构所有)